
جوشکاری TIG (Tungsten Inert Gas) یکی از روشهای دقیق و حرفهای برای جوش دادن فلزات، بهویژه فولاد ضدزنگ (استنلس استیل)، است. این مقاله، برگرفته از یک درس ویدیویی جامع یوتیوب است که شما را در سه ساعت با مراحل کلیدی جوشکاری TIG روی فولاد ضدزنگ آشنا میکند. این راهنما برای مبتدیان طراحی شده و با رویکردی استراتژیک، از تنظیم دستگاه تا جوشکاری ورق استیل واقعی را پوشش میدهد. با دنبال کردن دقیق مراحل و رعایت نکات، درک عمیقی از این فرآیند خواهید یافت.
ساعت اول: آمادهسازی و تنظیمات اولیه
اولین گام در جوشکاری TIG، آمادهسازی صحیح تجهیزات است. این بخش به تنظیم دستگاه، مشعل (تورچ)، و گاز اختصاص دارد.


انتخاب و تنظیم دستگاه جوش TIG
برای جوشکاری ورق استیل، به یک دستگاه جوش TIG با جریان مستقیم (DC) نیاز دارید. این دستگاهها ساده و ارزانتر از مدلهای مناسب برای آلومینیوم هستند. اگر دستگاه شما قابلیت جوشکاری آلومینیوم را دارد، قطبیت را روی DC منفی (DCEN) تنظیم کنید. نوع دستگاه (ترانسفورماتور یا اینورتر) اهمیتی ندارد، اما گیره زمین را به میز کار وصل کنید و مطمئن شوید میز تمیز و بدون رنگ یا آلودگی است.
تنظیمات آمپراژ و پستفلو
آمپراژ (میزان حرارت ورودی) به ضخامت مواد، نوع اتصال، و مواد پرکننده بستگی دارد. بهتر است آمپراژ را کمی بالاتر از نیاز تنظیم کنید و با پدال پا آن را کنترل کنید. تنظیم پستفلو (Post Flow) نیز حیاتی است. این تنظیم مدتزمان خروج گاز پس از اتمام جوش را تعیین میکند. برای فولاد ضدزنگ، پستفلو را بین ۸ تا ۱۲ ثانیه (یا بیشتر بسته به فلز) تنظیم کنید تا از اکسیداسیون جوش جلوگیری شود. جوش و تنگستن باید پس از اتمام براق و تمیز باشند.
آمادهسازی مشعل
مشعل باید درست سرهم شود. کولت یا لنز گازی را محکم کنید، اما نه بیش از حد که رزوهها آسیب ببینند. کاپ (cup) باید بهخوبی مهر و موم شود تا گاز نشتی نکند. برای مواد نازک، کاپ شماره ۱۵ مناسب است، اما برای مواد ۱/۸ اینچ (۳.۲ میلیمتر)، کاپ شماره ۸ تا ۱۲ کافی است. از تنگستن ۳/۳۲ اینچ (۲.۴ میلیمتر) با لنز گازی استفاده کنید و مطمئن شوید کولت داخلی درست نصب شده است.
آمادهسازی مواد و تنگستن
قطعه کار را با استون کاملاً تمیز کنید و از تجهیزات ایمنی (عینک، تهویه مناسب) استفاده کنید. برای تنگستن، از نوع ۲٪ لانتاندار یا سریمدار استفاده کنید که برای هر نوع دستگاهی مناسب است. نوک تنگستن را با سمباده ریز تیز کنید تا قوس پایدار و دقیقی داشته باشید. طول مخروطی تنگستن را ۲ تا ۳ برابر قطر آن تنظیم کنید و بیرونزدگی تنگستن را برابر با قطر دهانه کاپ (مثلاً ۱/۲ اینچ) نگه دارید.
تنظیم گاز
از گاز آرگون ۱۰۰٪ استفاده کنید، زیرا برای فولاد ضدزنگ ساده و مؤثر است. برای کاپ شماره ۱۵، جریان گاز را بین ۳۰ تا ۳۵ CFH (فوت مکعب در ساعت) تنظیم کنید. برای کاپهای شماره ۸ تا ۱۲، جریان ۲۰ تا ۳۰ CFH کافی است.
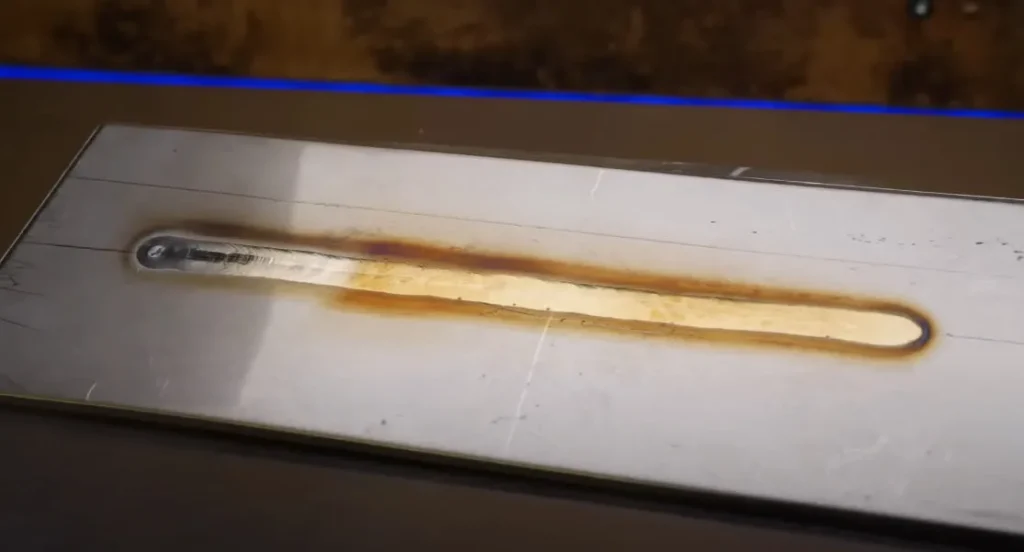
تمرین قوس خشک (Dry Arc)
برای اطمینان از صحت تنظیمات، تمرین “قوس خشک” را انجام دهید. بدون استفاده از مواد پرکننده، یک خط روی صفحه بکشید و قوس را ایجاد کنید. زاویه مشعل را ۹۰ درجه نگه دارید و فاصله تنگستن از قطعه (طول قوس) را برابر قطر تنگستن ثابت کنید. حوضچه جوش باید کنترلشده باشد. پس از اتمام، پستفلو را تا خنک شدن کامل قطعه ادامه دهید. اگر نتیجه تمیز نبود، تنظیمات (مواد، گاز، مشعل، یا دستگاه) را بررسی کنید.
ساعت دوم: کار با مواد پرکننده
در این بخش، با اضافه کردن مواد پرکننده (فیلر) به فرآیند جوشکاری ورق استیل آشنا میشوید. این مرحله برای دستیابی به جوشهای باکیفیت حیاتی است.
انتخاب و آمادهسازی مواد پرکننده
برای مبتدیان، از مواد پرکننده نازکتر استفاده کنید، زیرا کنترل آنها آسانتر است. قبل از جوشکاری ورق استیل، با نحوه وارد کردن مواد پرکننده با انگشتان آشنا شوید. مواد را از راستای مسیر جوش وارد کنید، نه از کنار، تا دید و کنترل بهتری داشته باشید. از نگه داشتن مواد با گیره ثابت و ضربه زدن به حوضچه خودداری کنید، زیرا ممکن است دستتان به جوش نزدیک شود و بسوزد.

تکنیک وارد کردن مواد پرکننده
مواد پرکننده را به نقطه شیرین (Sweet Spot) حوضچه، یعنی نصف فاصله بین لبه جلویی و مرکز حوضچه، وارد کنید. اگر از این نقطه خارج شوید، مواد ممکن است پرت شوند یا به لبه حوضچه بچسبند. مواد را نزدیک نگه دارید تا در پوشش گازی بمانند و نوک آنها براق بماند. هنگام جوشکاری ورق استیل، زوایای مشعل و فاصله تنگستن را ثابت نگه دارید و مواد را بهصورت کنترلشده اضافه کنید.
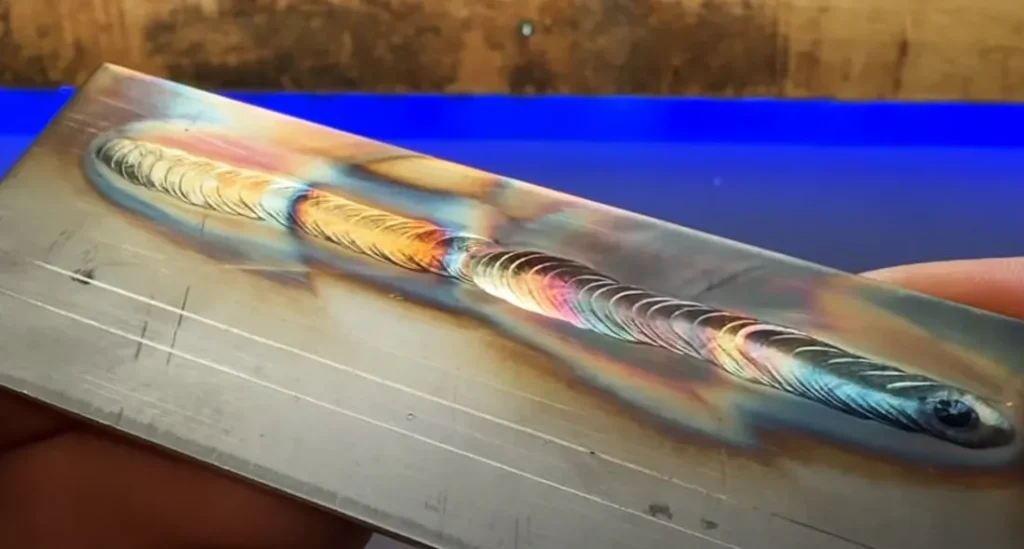
الگوی جوشکاری ورق استیل
از الگوی “حرکت، ضربه، صبر” استفاده کنید. در هر قدم، مواد پرکننده را اضافه کنید و صبر کنید تا تقویتکننده (reinforcement) تشکیل شود. فاصله قدمها را ثابت نگه دارید تا لبههای جوش صاف و یکدست باشند. عرض جوش، فاصله قدمها، و میزان تقویتکننده باید از ابتدا تا انتها یکسان باشد. جوش باید براق و بدون اکسیداسیون خاکستری باشد.
نقطه بازرسی
اگر نتیجه مطلوب نبود، به تنظیمات ساعت اول (قوس خشک) برگردید و همهچیز را بررسی کنید. این نقاط بازرسی به شما کمک میکنند مشکلات را مرحلهبهمرحله رفع کنید.

ساعت سوم: جوشکاری اتصال لببهلب
در آخرین ساعت، اولین اتصال واقعی خود، یعنی اتصال لببهلب (Butt Joint)، را جوش میدهید. این مرحله تمام مهارتهای قبلی را ترکیب میکند.
آمادهسازی اتصال
دو قطعه را با چسباندن (tack) به هم متصل کنید. چسبها باید هماندازه جوش نهایی باشند. چسبهای بزرگ باعث برآمدگی در جوش میشوند و چسبهای کوچک ممکن است بشکنند و اتصال را خراب کنند. از تکنیکهای ساعت اول (کنترل حرارت، زوایا) و ساعت دوم (اضافه کردن مواد پرکننده) استفاده کنید.
جوشکاری اتصال
مشعل را با زاویه مناسب نگه دارید، فاصله تنگستن را نزدیک و ثابت کنید، و مواد پرکننده را به نقطه شیرین حوضچه اضافه کنید. با الگوی “حرکت، ضربه، صبر” پیش بروید و فاصله قدمها را یکسان نگه دارید. پس از اتمام، پستفلو را تا خنک شدن کامل ادامه دهید. جوش باید عرض، تقویتکننده، و پایان براق یکسانی داشته باشد.
بررسی نفوذ جوش
نفوذ جوش به سمت دیگر اتصال به ضخامت مواد و میزان مواد پرکننده بستگی دارد. برای مبتدیان، روی تکمیل سطح بالایی تمرکز کنید. بعداً میتوانید نفوذ به سمت دیگر را بررسی کنید.
نتیجهگیری: چرا این روش مؤثر است؟
این روش آموزشی، برخلاف بسیاری از دورههای سنتی که مستقیماً با جوشکاری اتصال شروع میکنند، با آمادهسازی دقیق و تمرینهای مرحلهای پیش میرود. شما با تنظیم دستگاه، آمادهسازی مشعل و تنگستن، کار با گاز، و تکنیکهای جوشکاری ورق استیل آشنا شدید. این رویکرد استراتژیک، درک عمیقی از فرآیند به شما میدهد و از عادتهای نادرست جلوگیری میکند.
